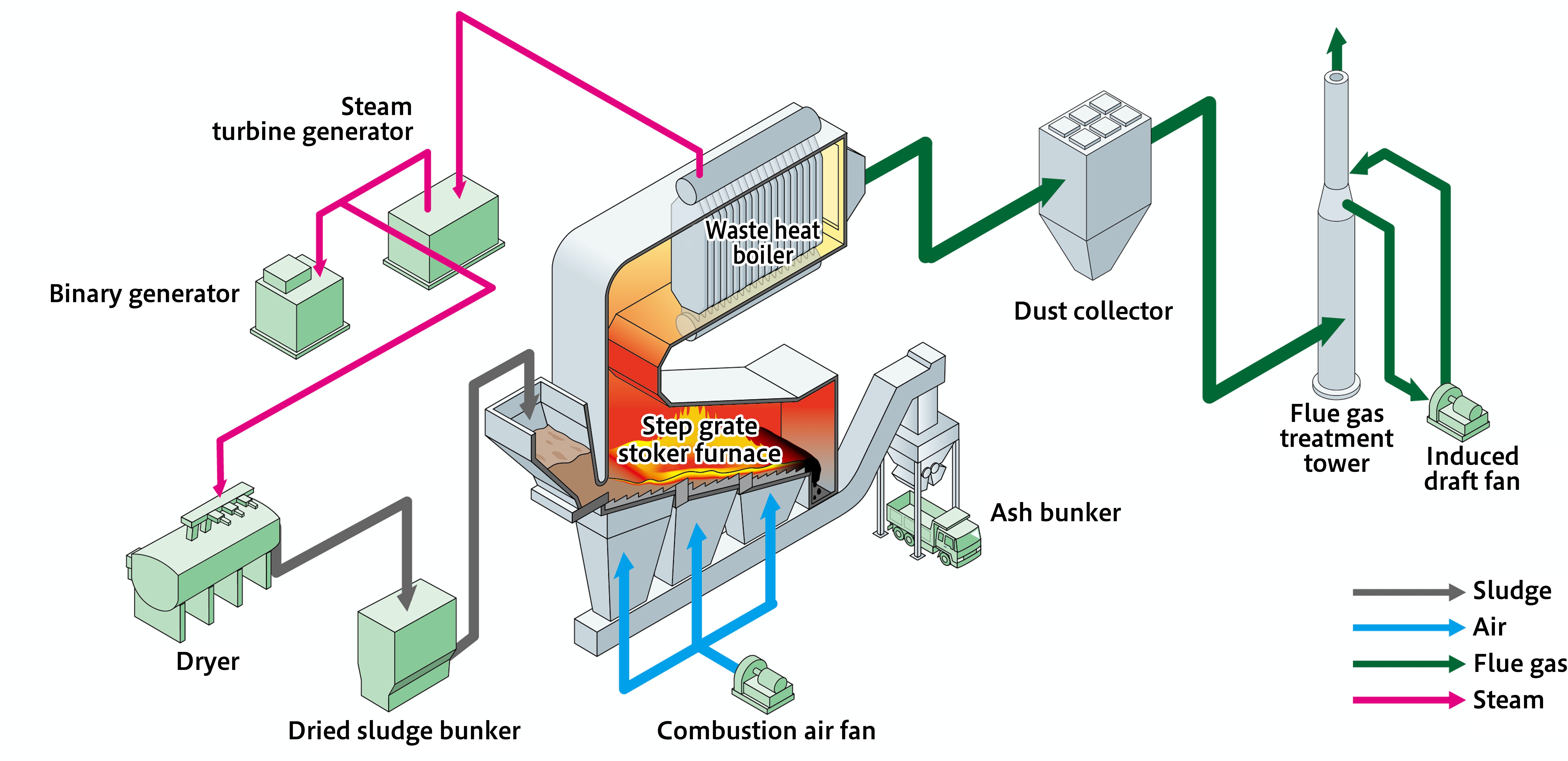
A step grate stoker furnace’s combustion air fan has a low required pressure and uses approximately 1/10 the power of the fluidizing blower in a fluidized bed furnace. In addition, no auxiliary fuel is needed, reducing the system's overall required air volume and lowering flue gases. The result is lower power requirements for the system's fans. Thanks to these characteristics, the system's overall power consumption is approximately 2/3 that of a bubbling fluidized bed furnace.
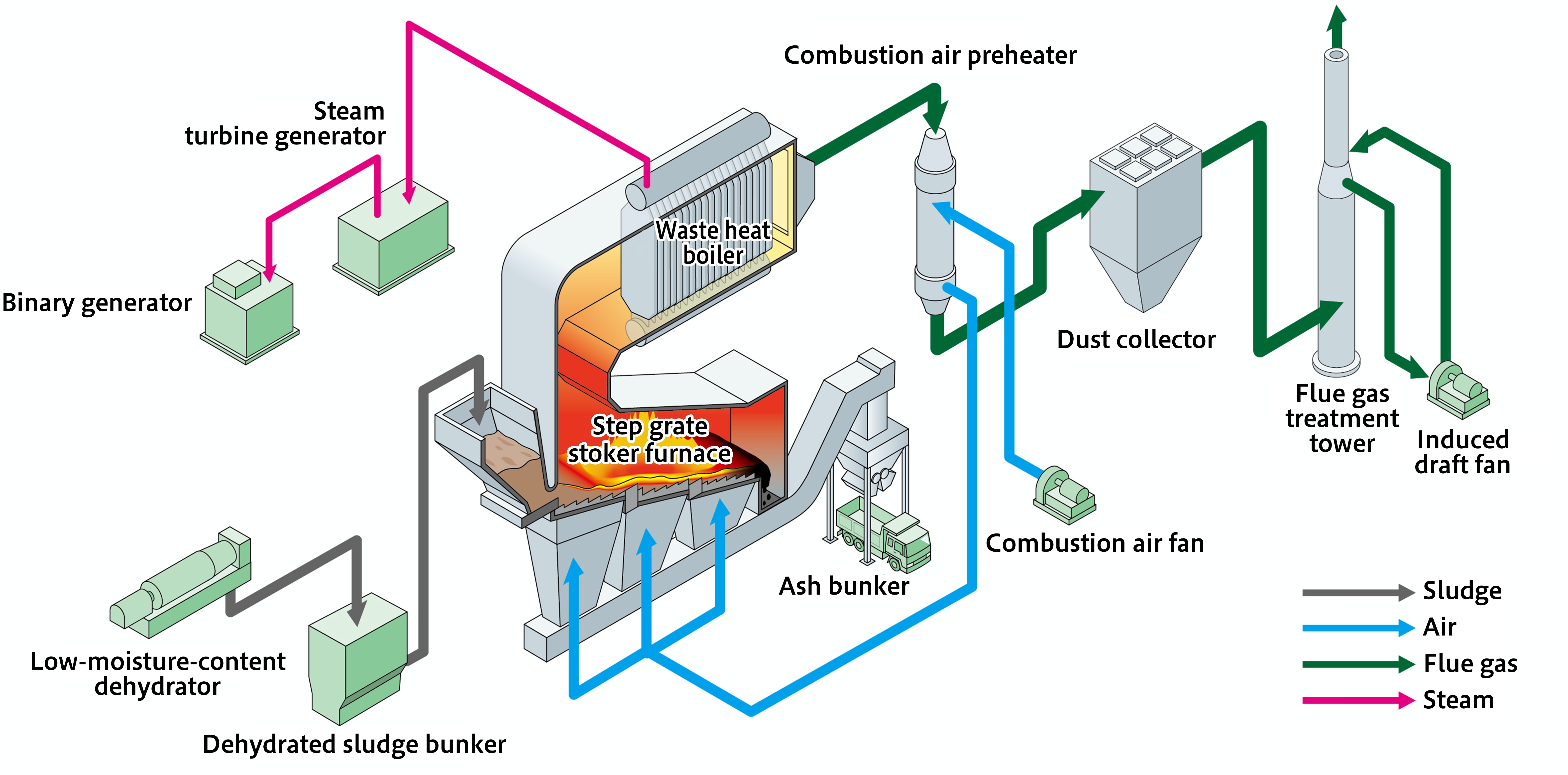
When fed low-moisture-content sludge with moisture content of approximately 70%, our newly developed innovative step grate stoker furnace can burn dehydrated cake as-is, without any auxiliary fuel. In case of high-moisture-content dehydrated cake, some of the steam generated by the boiler can be used to dry the dehydrated cake, allowing stable, self-sustaining combustion operation.
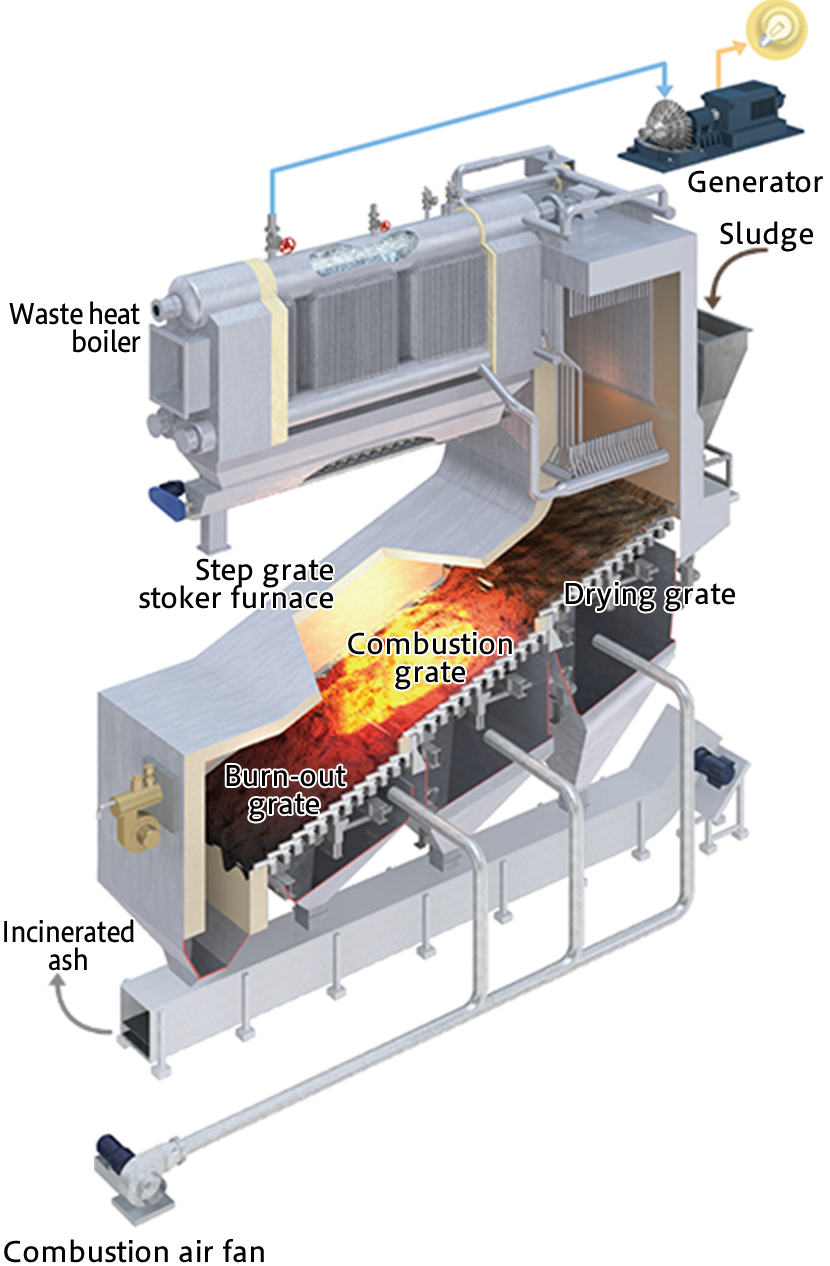
Sludge is incinerated at high temperatures in the combustion grate after being dried on the drying grate. Temperatures exceed 900°C as flames occur in the combustion grate. N2O formation is affected by the combustion temperature, with emissions falling as the temperature rises. N2O formation in step grate stoker furnaces is approximately 1/6 to 1/10 that in fluidized bed high-temperature furnaces (combustion at 850°C).
Heat is recovered from high-temperature combustion gases at and above 850°C by a waste heat boiler, which generates steam that is then converted into power by a steam turbine generator. Since the sludge fed into the system is incinerated for approximately 2 hours, the system is resistant to fluctuations in the quantity and quality of the sludge, allowing it to supply stable steam and power generation.
Sludge is incinerated on top of a stepped fire grate (of cast construction) without using fluid sand as a combustion media. Additionally, the waste heat boiler installed immediately after the step grate stoker furnace cools down the interior walls and flue passage by means of water tube walls to keep the flue passage and other system components from clogging with incinerated ash deposits. Stable operation is maintained by a robust furnace design developed based on our experience with various types of waste incinerators.
May 2016: Obtained "Selected New Technology (Type 1)", Japan Sewage Works Agency
An existing dehydrator or conventional dehydrator is used, and a dryer is added if the moisture content of the dehydrated cake ranges from approximately 75% to 80% to lower that figure to about 40%. Then the sludge is incinerated in the step grate stoker furnace. Because steam that has already been used to turn the generator is used as the heat source for the dryer, even dryer-equipped systems can generate power.
Dehydrated cake with a moisture content that has been reduced to approximately 70% by a low-moisture-content dehydrator is incinerated in a stable, self-sustaining manner by a newly developed, next-generation step grate stoker furnace with enhanced drying functionality. A system consisting of a low-moisture-content dehydrator, innovative step grate stoker furnace, compact steam turbine generator, and binary generator was demonstrated as part of the FY2013 and FY2014 B-DASH project.
TAKUMA’s step grate stoker type sewage sludge incineration and power generation system was adopted for inclusion in the Breakthrough by Dynamic Approach in Sewage High Technology (B-DASH) Project conducted by the Ministry of Land, Infrastructure, Transport and Tourism (Japan) and a demonstration test was executed during FY2013 and FY2014 at a demonstration facility as part of a contract research project commissioned by the Ministry’s National Institute for Land and Infrastructure Management.

B-DASH demonstration facility
“Sewer Biomass Power Generating System Demonstration Project”
| Period | FY2013 and FY2014 |
|---|---|
| Participants | Wakayama City; Japan Sewage Works Agency; Kyoto University; Nishihara Environment Co., Ltd.; TAKUMA CO., LTD. |
| Location | Wakayama City Central Terminal Treatment Plant |
| Incineration capacity | 35 tons/day |
| Generating output | 100 kW |